Ich dachte mir schon letztes Jahr, dass es doch möglich sein muss einen kleinen Modellmotor zu bauen, der mit Dieselkraftstoff läuft und ohne irgendwelche Elektronik für die Zündung auskommt.
Der erste Versuch mit dem Zweitakt-Kreuzkopfmotor ging leider schief und ich musste aufgeben. Problem war, dass ich die winzige Kraftstoffmenge nicht sinnvoll zerstäuben konnte.
Hier also nun der nächste Versuch ;)
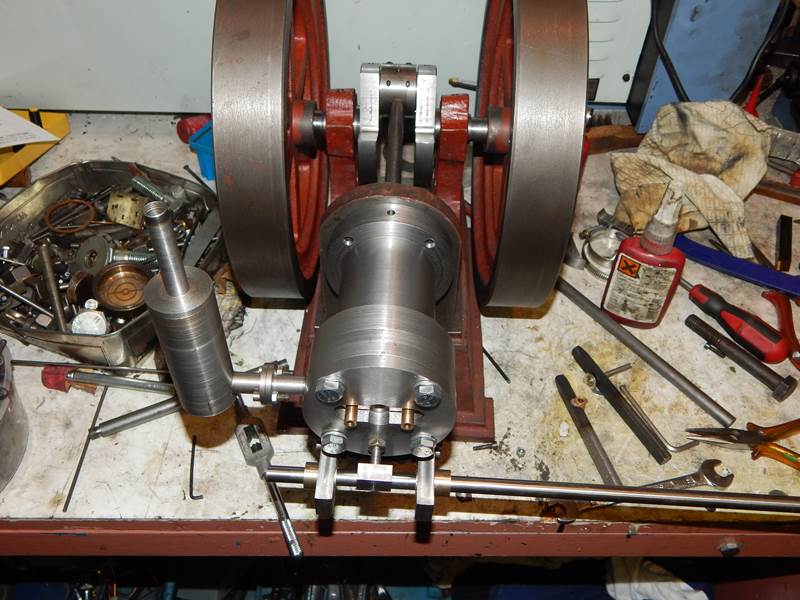
Der Motor wird ähnlich aufgebaut sein wie mein Viertakt Hit & Miss Motor mit getriebeloser Ventilsteuerung. Es handelt sich um die gleichen Gussteile, der Dieselmotor wird aber zwei Schwungräder bekommen:

Es wird auch keine getriebelose Ventilsteuerung geben, sondern normale OHV Ventilsteuerung mit obenliegender Nockenwelle. Auch das Einlassventil wird bei diesem Motor aktiv angesteuert, um eine maximale Zylinderfüllung zu bekommen. Der Antrieb der Nockenwelle soll mittels Steuerkette erfolgen. Ansonsten sind die Daten gleich: 46 mm Bohrung, 60 mm Hub, 100 cm³ Hubraum.
Los ging es mit der Kurbelwelle. Wie bisher wird diese aus mehreren Einzelteilen aufgebaut. Ich habe noch etliche Stahlronden und reststücke von Stangen in meiner Schrottkiste, sodass ich für diesen Motor vermutlich kein Zusätzliches Material brauche neben den Gussteilen. Die beiden Kurbelwangen werden grob plangedreht, und dann mit drei kleinen Schweißpunkten zusammengeschweißt. Anschließend wird das Paket auf die Fräsmaschine gespannt und einigermaßen zentriert. Nun werden beide Löcher für die Schwungradachsen und für den Hubzapfen in einer Aufspannung exakt achsparallel gebohrt:

Dadurch, dass beide Wangen zusammengepunktet sind und weil alles in einer Aufspannung gebohrt wird, muss man sich keine gedanken über die Achsparallelität machen, das geht dann alles automatisch ;). Nach dem Bohren werden die Wangen im Außendurchmesser grob vorgedreht, die Schweißpunkte werden einfach mit weggedreht, sodass die beiden Wangen wieder auseinanderbröseln.
Die Schwungradachse wird fertig gedreht und die Gewinde zur Befestigung der Schwungräder werden geschnitten. Der Hubzapfen wird auf die richtige Länge abgesägt und die Enden plangedreht.
Schwungradachse und Hubzapfen sind aus einem 42CrMo4 Vergütungsstahl, der jedoch aufgrund der großzügigen Dimensionen nicht gehärtet werden muss. Die beiden Wangen kommen aus der Schrottkiste und sind vermutlich aus C45 oder etwas ähnliches, fühlt sich zumindest vom Zerspanen her so an.
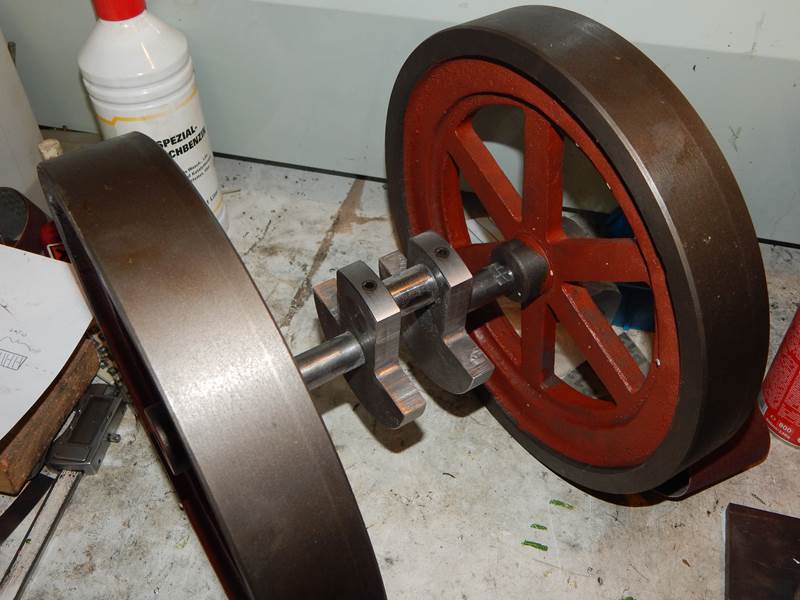
Die Einzeltele werden nun zusammengesteckt und provisorisch mit Loctite 638 gegen Verrutschen gesichert. Hubzapfen und Schwungradachse werden nun mit den Kurbelwangen verstiftet, was dann so aussieht:

Es muss nun noch das Stückchen Kurbelwelle zwischen den Wangen herausgesägt werden, was problemlos an meiner Bandsäge ging. Für den Massenausgleich wird auch noch ein Großteil der Kurbelwangen im Bereich des Hubzapfens weggefräst. Eine genaue Wuchtstation habe ich nicht. Aufgrund der geringen Drehzahl meiner Motoren (< 500 U/min) geht es hier aber nicht so genau.
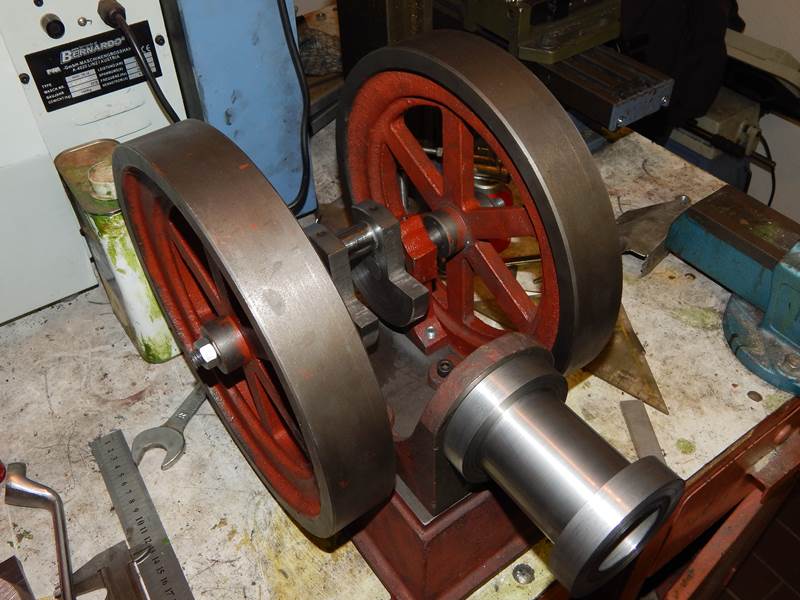
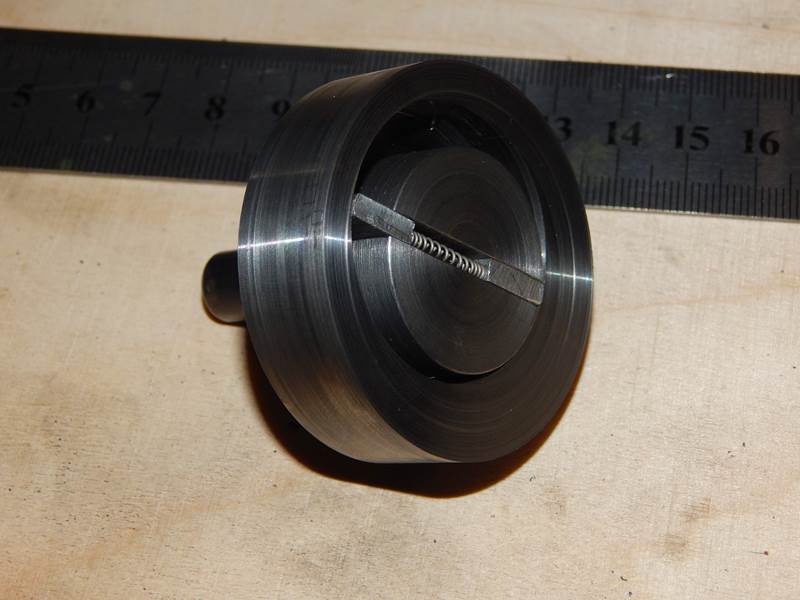
Zuletzt werden die Kurbelwangen noch auf Endmaß gedreht und wo nötig entgratet. Neben dem Gewinde wird auch noch ein Vierkantprofil eingefräst, um sicheren Halt der Schwungräder zu gewährleisten. Die Fertige Kurbelwelle mit den Schwungrädern sieht wie folgt aus:
Weiter ging es mit der Kurbelwellenlagerung. Die Lagerböckchen wurden gebohrt, wobei ich bei diesem Motor die Lager nicht geteilt habe. Die Lagerböckchen müssen also zusammen mit der Kurbelwelle auf die Basis montiert werden. Damit das ganze immer im richtigen Winkel zusammenkommt, habe ich die Lagerböckchen mit Passstiften versehen, die in entsprechende Löcher der Basis greifen, dadurch wird automatisch immer alles wieder Achsparallel. Damit das gut klappt, muss natürlich beim Bohren der Löcher alles genauestens auf der Fräsmaschine ausgerichtet sein. Hat aber wunderbar geklappt. Da ich sämtliche Lager bei diesem Motor extrem überdimensioniert habe, sind keine Lager aus Maschinenbronze notwendig. Die beiden Kurbelwellenlager werden daher auch aus normalem Grauguss gefertigt. Bei ausreichender Schmierung ist Grauguss ein hervorragendes Lagermaterial, da es große Mengen an Graphit enthält und bereits ohne Öl selbstschmierend wirkt. Die fertig gebohrten Lagerböckchen sind hier zu sehen:

Nun wurde die Basis gebohrt, in einer Aufspannung alle Löcher sowohl für die Lagerböckchen als auch für den Zylinderwinkel. Es ist immer wichtig, solche Bohrarbeiten in einer Aufspannung durchzuführen, nur so wird automatisch alles Achsparallel und exakt im Winkel. Ich vertraue da voll und ganz auf die analoge Skaleneinteilung meiner Fräsmaschine. Bisher hat es da auch nie probleme gegeben.
Die Lagerböckchen haben noch eine Ölbohrung bekommen, dann konnte Kurbelwelle mit Lagerböckchen und Zylinderwinkel mal auf die Basis montiert werden. Es passte auf anhib alles wunderbar und glücklicherweise Dreht alles leicht. Die Kurbelwellenlager haben ein Spiel von lediglich ca. 0.05 mm, also alles im Winkel getroffen :)

Weiter ging es mit dem Zylinder, dieser ist baugleich mit dem Zylinder des Getriebelosen Viertakt Hit & Miss Motors, nur etwas kürzer, da für den Diesel eine höhere Kompression benötigt wird. Der Zylinder ist so konstruiert, dass der Kolben am OT bündig mit dem Zylinder abschließt. Das benötigte Spaltmaß wird über die Zylinderkopfdichtung eingestellt.
Der Zylinder ist wieder als Doppelrohr ausgeführt mit Hohlraum zwischen den Rohren für die Wasserkühlung. Den fertigen Zylinderrohlung sieht man in folgendem Bild:
Es wurde nun die Gewindelöcher für die Verschraubung mit dem Haltewinkel und Zylinderkopf gebohrt. Außerdem gibt es einen Kühlwasserzulauf an der Unterseite, einen Kühlwasserablauf an der Oberseite zum Zylinderkopfflansch hin und eine Bohrung für den Tropföler. Der Zylinder ist nun so weit fertig und muss zum Schluss nur noch einmal gehont werden, um eine möglichst ideale Kolbenlaufbahn zu erhalten. Fertig verschraubt sieht das ganze so aus (Stand: 09.05.2014):

Von 09.05.2014 bis 14.11.2014 war Sommerpause. In der schönen Jahreszeit bin ich lieber draußen und mit meinen Bulldogs unterwegs. Daher war erstmal Stillstand mit dem Motorbau.
Aber hier ist er, der nächste Winter ;). Weiter gings mit dem Zylinderkopf und den Ventilen. Die Ventilführungen sind aus Rotguss gedreht mit Ventilsitzen im 45° Winkel. Die Ventilführungen sind in den Zylinderkopf aus Stahl eingepresst und zusätzlich mit Loctite verklebt. Das ist praktisch unlösbar. Die Ventilschäfte sind aus Silberstahl, das Ventil selbst ist wie die Ventilführung aus Rotguss. Dadurch, dass sowohl Ventil als auch Ventilsitz aus Rotguss sind, gibt es keine Korrosionsprobleme durch Feuchtigkeit oder Verbrennungsrückstände.

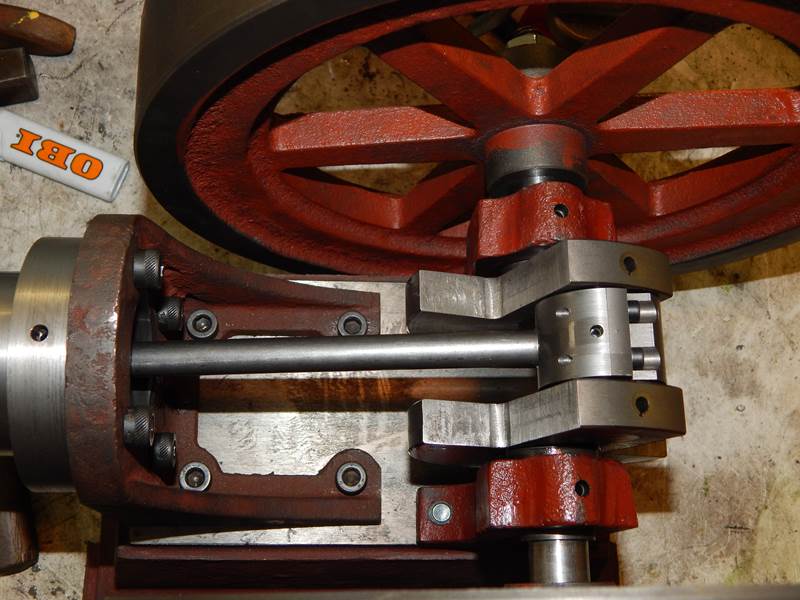
Am Ende der Ventilschäfte ist eine kleine Nut eingedreht. Die Ventilfeder wird mit einer kleinen Federhalteplatte und einem kleinen Seegerring in der Position gehalten. Da bei diesem Motor beide Ventile durch die Nockenwelle angesteuert werden, sind bei beiden Ventilen starke Ventilfedern verbaut. Gleichzeitig zum Zylinderkopf ging's los mit dem Pleuel. Sowohl Kolbenbolzen- als auch Kurbelwellenpleuellager wurden aus Grauguss gefertigt, da sich Grauguss meiner Erfahrung nach als hervorragender Lagerwerkstoff eignet. Bei guter Schmierung sehe ich keine Nachteile im Vergleich zu Rotguss.

Das Kurbelwellenpleuellager wurde grob vorgedreht und die Löcher zur Lagerdeckelverschraubung gebohrt. Da ich bei diesem Motor 4 Lagerdeckelschrauben verwende und diese mit sehr genauer Passung bohre, sind keine weiteren Führungsstifte oder so erfoderlich. Allein durch das Anschrauben des Deckels kommt er in die Richtige Position. Das Kolbenbolzenlager wurde nur grob vorgedreht. mehr war hier nicht zu tun. Kolbenbolzenlager und Kurbelwellenpleuellager wurden nun miteinander verschraubt durch eine 12 mm Stange mit M10x1 Gewinden an beiden Enden. Zusätzliche Sicherung gabs durch Loctite. Zum Schluss werden Kurbelwellenpleuellager und Kolbenbolzenlager in einer Aufspannung exakt achsparallel gebohrt. Die Montage war erfolgreich. Pleuelstange an den Kolben, Kolben in den Zylinder und Pleuellager anziehen. Alles dreht noch leicht :)
Durch ausgiebiges Honen des Zylinders konnte ich den Kolben mit einem Laufspiel von ca. 0,04 mm Anpassen. Er ist bereits ohne Einlaufphase erstaunlich dicht und hält ein Vakuum im Zylinder problemlos über mehrere Minuten. Ich denke der erste Start wird relativ einfach durch hervorragende Kompression ;)

Weiter ging's mit einer Halteplatte für die beiden Kipphebel. Die Halteplatte beinhaltet gleichzeitig den Kühlwasserkanal für den Zylinderkopf. Ausreichende Kühlung ist bei einem Glühkopfmotor sehr wichtig, denn die Abwärme ist doch nicht zu vernachlässigen.
Die Kipphebel sind einfach aus Flacheisen gefräst mit eingelöteten Lagerbuchsen aus Messing. Die Kipphebelhalterung an sich ist nur ein Stück Eisen, welches in die Halteplatte geschraubt wird.
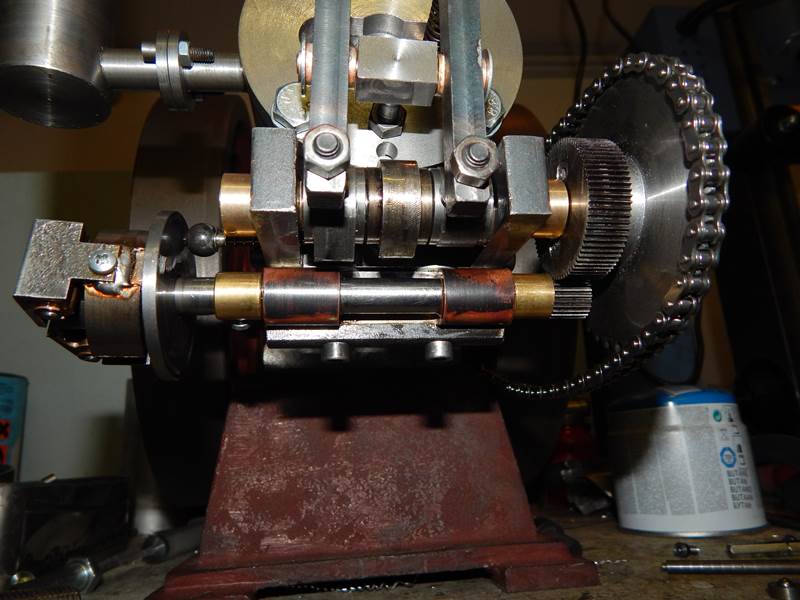
Die Nockenwellenlagerung wird an dem Zylinderkopf angeschraubt und besteht aus 3 Zusammengeschraubten Flacheisen. Damit diese immer wieder exakt ausgerichtet werden können, sind Passstiffte eingesetzt. Die Nockenwellenlagerung wurde aus Rotguss gedreht und in die Flacheisen eingepresst. Zum schluss wurden beide Lagerbuchsen in einem Aufmarsch auf 9,8 mm Gebohrt und auf 10H7 gerieben. Durch die H7 Passung dreht die Welle praktisch spielfrei und leicht. Zwischendruch wurde auch noch die Auspuffleitung gedreht und der Auspuff angeschraubt. So langsam schaut es schon aus wie ein fertiger Motor !
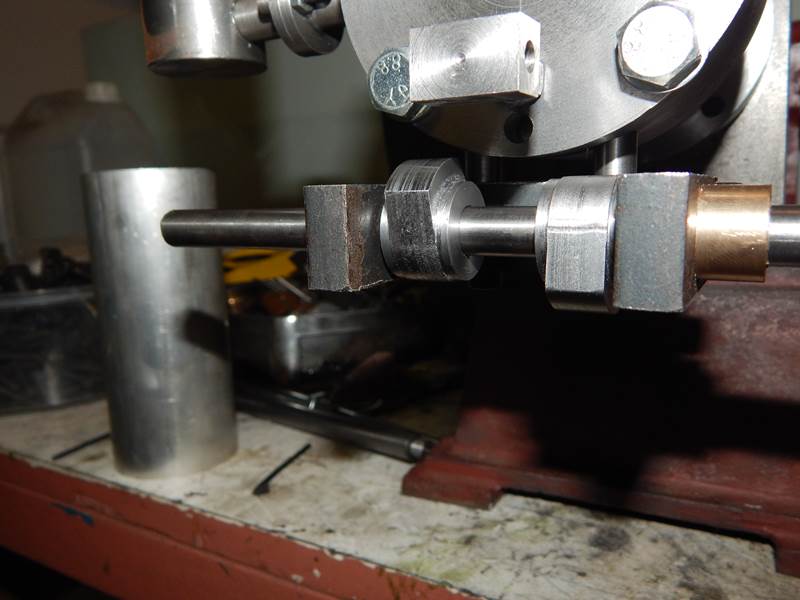
Die Nocken sind eigentlich recht einfach in der Herstellung. Zuerst wurde an der Drehbank ein Rohling gedreht, sprich ein Zylinder mit dem größten Außendurchmesser der Nocke, sowie die Bohrung für die Nockenwelle. Danach ging's an die Fräse mit Teilapparat. Durch den Teilapparat ist das Einstellen des Winkels kein Problem, sodass am Ende die fertige Nocke rauskommt. Das ganze wurde 2x gemacht. Ein- und Auslassnocke sind identisch und austauschbar.
Zwischen die beiden Ventilsteuernocken kommt noch eine 3. Nocke, welche die Einspritzpumpe betätigen wird. An die Nockenwelle muss auch noch ein Drehzahlregler, welcher den Einspritzpumpenhub beeinflussst... Alles noch viel spielerei. Stand: 28.11.2014...
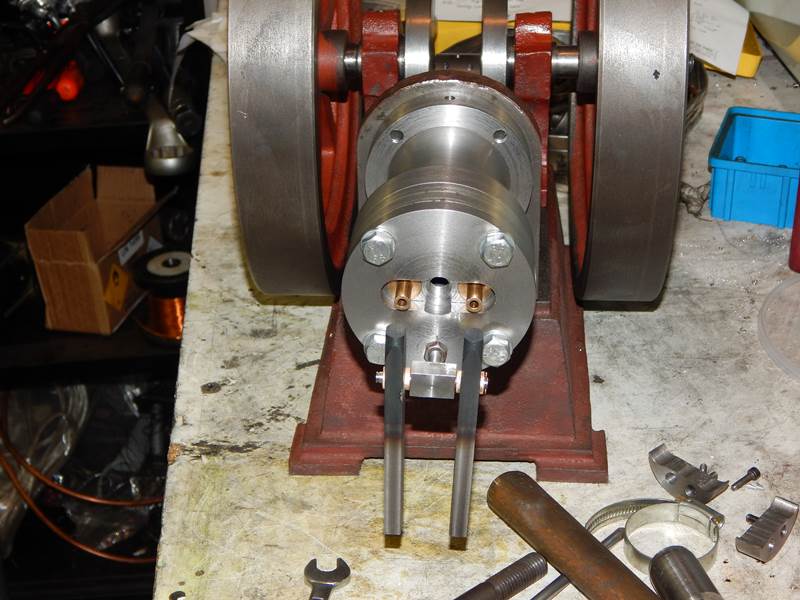
Weiter gings mit dem Glühkopfsystem. Es wird also definitiv ein Glühkopfmotor. Der Glühkopf ist weitestgehend vom Lanz Bulldog abgeschaut mit wassergekühlter Einspritzdüse. Der Glühkopf an sich ist durch ein Röhrchen mit dem Zylinderkopf verbunden. Die Glühnase ist aus dünnem Stahl gedreht. Die Einspritzdüse spritzt direkt in die glühende Glühnase. Zusätlich ist auch noch eine sicherheitsschraube vorhanden durch die man die Kompression nehmen kann, falls der Motor je mal durchgehen sollte.


Die Einspritzdüse ist eine offene Düse mit einem Rückschlagventil, sodass der Kompressionsdruck keine Luft in das Kraftstoffsystem schieben kann. Die Düsenbohrung liegt bei ca. 0,15 mm. Ich habe mit 0,3 mm gebohrt, jedoch nicht komplett durch. Anschließend habe ich mit einem scharfen fräse so lange Material abgetragen, bis das Loch gerade sichtbar wurde. Drückt man mit einer Spritze Diesel durch die Düse, erhält man einen sehr feinen Nebel. Man wird sehen, ob sich das dann im Betrieb genauso bewährt. Anbei Bilder der Düse und der Düsenkappe, bei dem man die Düsenbohrung gerade so erahnen kann:


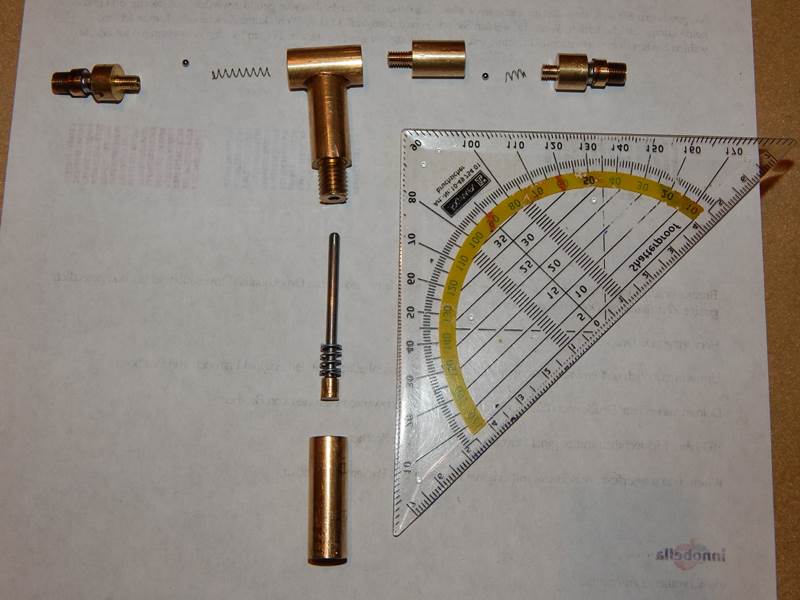
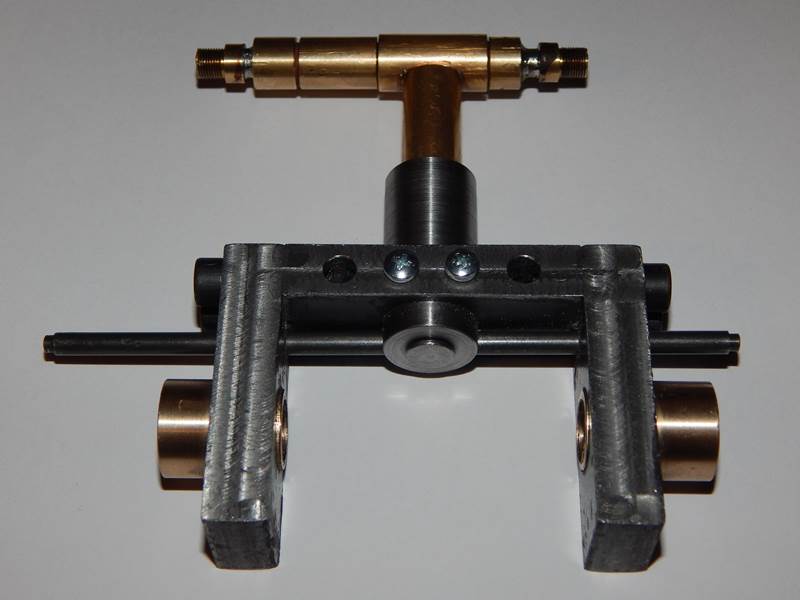
Die Einspritzpumpe ist als normale Kolbenpumpe ausgeführt. Sie besitzt einen 3 mm Pumpenkolben und 2 mm Kugelventile. Es handelt sich dabei um Kugellagerkugeln. Der Drehzahlregler regelt dem Pumpenhub zwischen ~ 1,6 mm (Vollast) und 0 mm.
Bei diesem Motor soll der Nockenwellenantrieb über Steuerkette mit Kettenrädern erfolgen. Da industrielle Kettenräder sehr günsitg sind, habe ich diese nicht selbst gefräst sondern im Fachhandel bestellt. Als Kette wird eine 04B Rollenkette eingesetzt. Ein drittes Kettenrad dient zur Kettenspannung.

Weiter gings mit dem Regelmechanismus der Einspritzpumpe. Es handelt sich hier nur um eine Stange mit eingefräster Steigung. Bei dem Pumpenstößel ist ebenfalls diese Steigung eingefräst. Je nach Stellung der Regelstange wird der Maximalhub der Einspritzpumpe eingeschränkt.
Ursprünglich war geplant, den Drehzahlregler direkt auf der Nockenwelle laufen zu lassen. Der Drehzahlregler ist einem Bosch-Typ Regler, wie man sie in gängigen Reiheneinspritzpumpen findet, nachgebaut. Obwohl ich relativ schwere Reglergewichte gedreht habe, ist die Erforderliche Drehzahl von ~ 500 U/min für ein leichtgängiges Regeln zu hoch. Daher habe ich parallel zur Nockenwelle eine 2. Welle angebracht, welche mit 1:3 Getriebe von der Nockenwelle aus angetrieben wird. Daduruch wird die Reglerdrehzahl auf ein passendes Niveau angehoben.
Nach der Montage von Steuerkettenspanner und Steuerkette konnte alles mal provisorisch montiert werden. So langsam nähert sich der Motor der Fertigstellung:
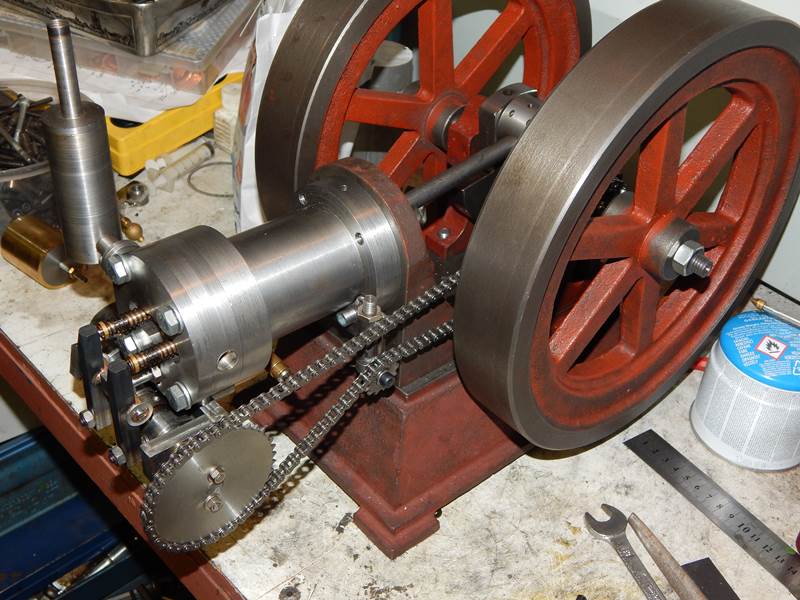
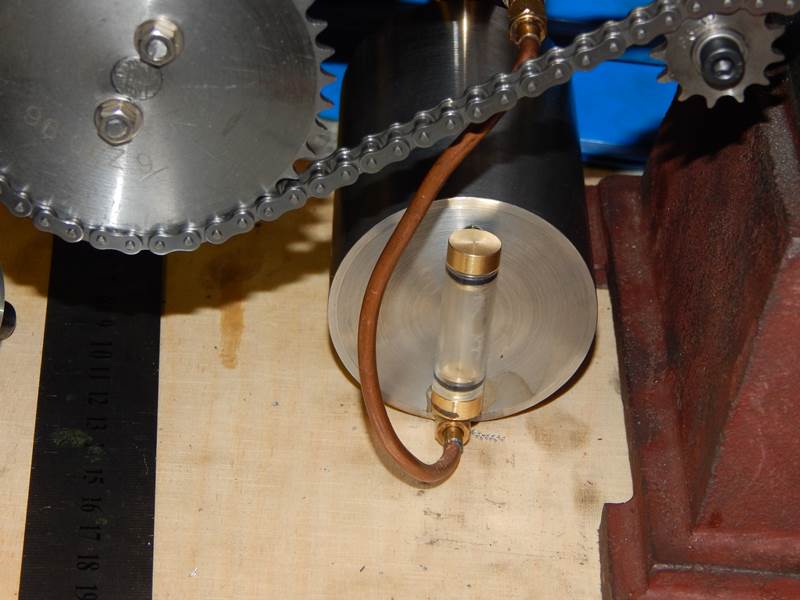
Der Motor ist nun auf eine Holzplatte geschraubt. Außerdem gibt es einen kleinen Dieseltank mit einer Plexiglasfüllstandsanzeige. Drehzalregler und Glühkopfsystem ist montiert, die Druckleitung der Einspritzpumpe besteht aus 3 mm Kupferrohr.
Zwischenzeitlich habe ich auch mit der Wasserpumpe angefangen. Es handelt sich um eine Drehschiebepumpe wie bereits bei dem 4-Takt Hit'n Miss Motor. Sie wird von der Reglerwelle per Rundschnurriemen aus angetrieben.
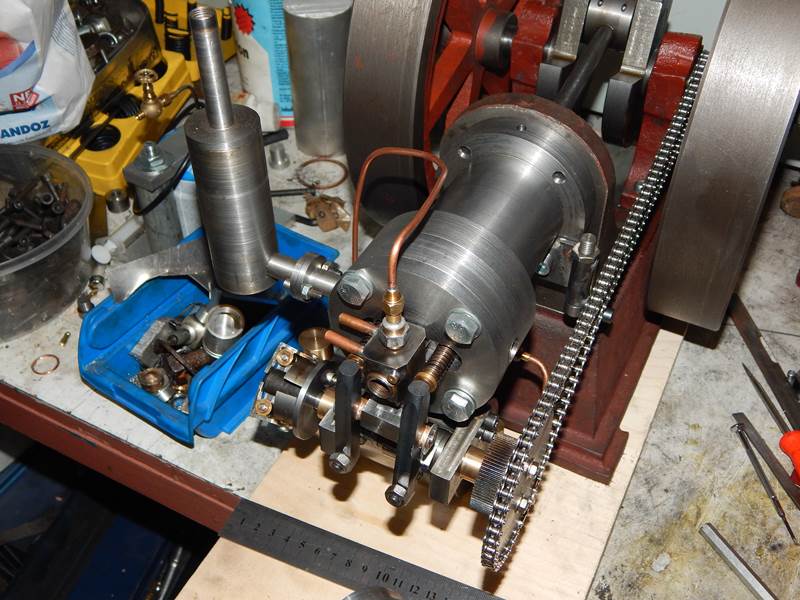
Es fehlt nun noch Kühlwassertank, eine Heizlampe zum Anheizen des Glühkopfes und einige Tropföler, dann ist der Motor startklar. Stand: 02.01.2015.
Fortsetzung folgt....
Fortsetzung folgt :)